

链带干壁钉组装机操作手册之初步组装操作
本章节对链带链带干壁钉组装机初步组装环节的操作、观察及出现问后如何调整,进行了详细的介绍,需要阅读并完成了上一章节:链带干壁钉组装机操作手册之链带对位操作后,方可进行本章节的操作。
1、开机:顺时针旋转人机人机交互界面上的电源开关旋钮,使设备通电,待人机界面画面显示完成后(如下图),方可进行下一步操作。


2、上料:
(1)首先将链带从链带进料口穿送至主送带牙盘。
(2)依次点击“手动模式”→“分料点动”,待定位工作自动运行并停止后进行下一步操作。
(3)连续点击“分料点动”,直至分料盘分料工位首孔与滑道口对齐后停止点击。
(4)将钉料装入振动盘中,点击“手动上料”,振动盘开始工作,将钉料通过滑道送入分料盘分料工位首孔内,并上满滑道储仓后自动停止。
(5)连续点击“分料点动”,直至分料盘工位带干壁钉与链带经过压钉轮处后停止点击。
1、观察:观察干壁钉是否初步组装进链带的抱孔内、进入抱孔深度是否不足或过深、有无错位现象(干壁钉钉没有精确进入抱孔内或钉尖扎入抱孔侧壁内及抱孔间隔处)
示意图组:

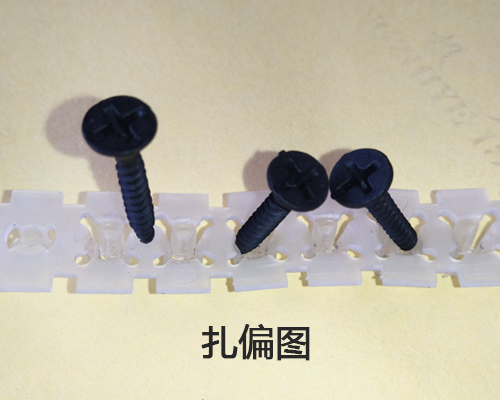
2、调整:
(1)进入抱孔深度不足:需要调节组装角度块,打开组装高度调节装置前带有NOOARK字样的护罩,旋松角度块调节杆上的螺母,顺时针旋转调节杆,角度块相应上移,使干壁钉进入链带抱孔深度增加。
(2)进入抱孔深度过深:逆时针旋转调节杆,角度块相应下移,使干壁钉进入链带抱孔深度减少。
(3)出现错位:顺时针旋松主副送带牙盘外侧的螺丝,两手同时顺时针或逆时针旋转主副送带牙盘内侧调节盘,调节至干壁钉与链带抱孔对齐后,停止旋转并旋紧主副送带牙盘外侧紧固螺丝。
三、结语
完成了链带链带干壁钉组装机初步组装环节的操作后,才可进行下一章节“链带干壁钉组装机冲压切断操作”的阅读及操作
