

链带干壁钉组装机(冲压带型)操作手册之分料盘对位
本章节对链带链带干壁钉组装机(冲压带型)分料盘对位操作,进行了详细的介绍,需要阅读并了解了上一章节"链带干壁钉组装机(冲压带型)操作手册之人机交互界面介绍"内容后,方可进行本章节的阅读。
一、开机:顺时针旋转人机人机交互界面上的电源开关旋钮,使设备通电,待人机界面画面显示完成后(如下图),方可进行下一步操作。


二、点击分料点动:依次点击“手动模式”——“分料点动”(如下图),点击后等待分料盘自动化顺时针旋转找到对位自动停止后,进行下一步操作。


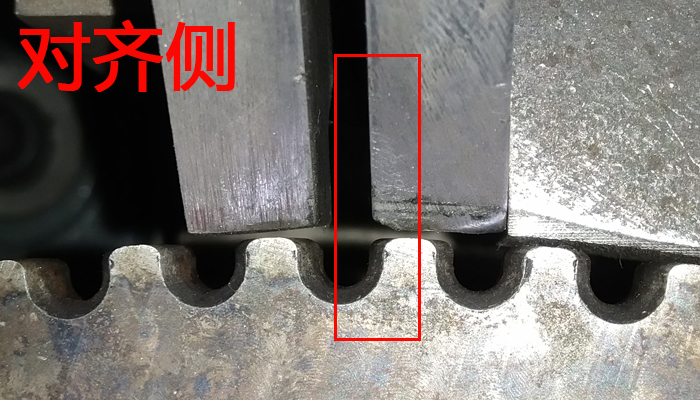
三、分料盘对位:逆时针松动分料盘顶部6颗固定螺丝,手动顺时针旋转分料盘,使某一分料盘工位口与滑道口对齐。
注意:必须为分料盘工位口右内侧与滑道口右内侧对齐。


至此分料盘对位操作,熟悉了本章内容后,便可进行下一章节“链带干壁钉组装机(冲压带型)料带对位”的阅读。
本文内容在后期将会制作视频讲解,敬请关注。
2019年5月13日 17:49
ꄘ浏览量:0
本文介绍了链带干壁钉组装机(冲压带型)分料盘对位操作的详细过程
